


株洲湘冶切削工具高性能刀片:助力難加工材料深孔加工的利器
TPMT16T312R-23
R424.9-180608-23
800-06T308M-I-L
800-06T308M-C-L
800-050308M-C-L
800-08T308M-C-L
800-10T308M-C-L
800-08T308M-I-L
800-12T308M-C-L
800-12T308M-I-L
800-08T308H-P-L
800-09T308H-P-L
800-11T308H-P-L
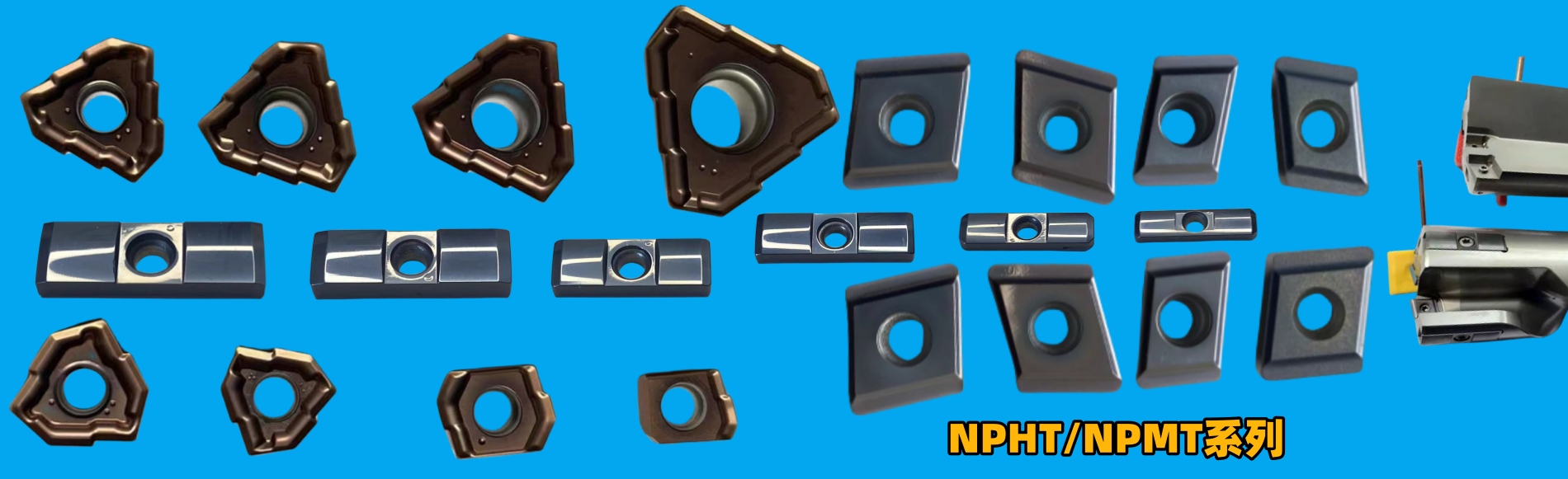
在深孔加工領域,對于難加工材料的高效、精準加工一直是行業內不斷追求的目標。株洲湘冶切削工具有限公司生產的一系列刀片型號,如 TPMT16T312R - 23、R424.9 - 180608 - 23、800 - 06T308M - I - L 等,為解決不銹鋼、鈦合金、高溫合金、調制硬料、粘料等難加工材料的加工難題提供了卓越的方案,尤其在深孔大孔加工方面表現出色。
卓越的生產背景與涂層特色
株洲湘冶切削工具有限公司憑借其精湛的工藝和先進的技術,生產出這些高質量的刀片。這些刀片的涂層顏色為古銅色,這一獨特的涂層不僅僅是外觀上的標識,更蘊含著豐富的技術內涵。古銅色涂層在加工過程中發揮著至關重要的作用,它能夠有效提高刀片的硬度和耐磨性,減少刀具與工件之間的摩擦系數,從而延長刀片的使用壽命。在高速切削和長時間連續加工的情況下,這種涂層能夠有效抵御加工過程中的高溫、高壓和高應力,確保刀片性能的穩定。
專為難加工材料而生
在眾多的機械加工材料中,不銹鋼、鈦合金、高溫合金、調制硬料和粘料等屬于典型的難加工材料。不銹鋼具有較高的硬度和韌性,在加工過程中容易產生加工硬化現象,導致刀具磨損加劇。鈦合金則具有低熱導率和高化學活性,使得切削溫度高且容易與刀具發生化學反應。高溫合金在高溫環境下具有高強度和抗氧化性能,但其切削力大,對刀具的強度和韌性要求極高。調制硬料本身硬度高,加工難度大,而粘料在切削過程中容易產生切屑粘連,影響加工質量。
株洲湘冶的這些刀片針對這些難加工材料的特性進行了優化設計。刀片的材質和幾何形狀經過精心挑選和設計,能夠有效應對這些材料加工過程中的挑戰。無論是在切削力的承受、切削溫度的控制還是切屑的處理方面,都表現出了卓越的性能。例如,在加工不銹鋼時,刀片能夠在保持鋒利度的同時,減少加工硬化的影響,保證加工表面的質量;在加工鈦合金時,能夠有效降低切削溫度,防止刀具與工件之間的化學反應,提高刀具的耐用度。
獨特的刀片花紋設計與性能優勢
刀片的花紋設計是其一大亮點,采用強碎屑設計。這種設計使得在加工過程中產生的切屑能夠被迅速破碎,避免了長而連續的切屑對加工過程的干擾。長切屑容易纏繞在刀具和工件上,不僅會影響加工精度,還可能導致刀具的損壞。而強碎屑設計的刀片能夠將切屑破碎成小段,便于排屑。
同時,刀片具有鋒利耐磨的特點。鋒利的刀刃能夠在加工時減少切削力,降低加工過程中的能量消耗,提高加工效率。而耐磨性則保證了刀片在長時間的加工過程中能夠保持刀刃的完整性,減少頻繁換刀的次數。排屑順暢也是這些刀片的重要優勢之一。良好的排屑性能確保了加工過程中切屑能夠及時從加工區域排出,避免切屑堆積對加工精度和刀具壽命的影響。在深孔大孔加工中,排屑問題尤為關鍵,因為深孔加工時切屑排出的路徑較長,如果排屑不暢,很容易引發一系列加工問題。
深孔大孔加工中的應用與優勢
這些刀片主要用于深孔大孔加工,并且安裝在 BTA 鉆頭上面。在深孔大孔加工領域,對刀具的要求極高。加工孔徑范圍在 25 - 180mm 之間,這一范圍內的加工需要刀具具備良好的穩定性和精度。株洲湘冶的刀片根據其在 BTA 鉆頭中的安裝位置,分為中心刀片、中間刀片和周邊刀片。
中心刀片在加工過程中承擔著定心的重要作用。它需要在加工初期準確地確定孔的中心位置,為后續的加工提供準確的基準。因此,中心刀片的精度和穩定性至關重要。該公司的中心刀片經過精密加工和嚴格檢測,能夠在高速旋轉的情況下準確地定心,確保加工出的孔具有良好的同軸度。
中間刀片則在加工過程中負責主要的切削工作。由于深孔加工的特殊性,中間刀片需要承受較大的切削力和切削熱。這些刀片憑借其優秀的材質和設計,能夠在惡劣的加工環境下穩定地工作,保證切削的質量和效率。它們能夠有效地切除工件材料,同時保證加工表面的粗糙度符合要求。
周邊刀片主要負責孔壁的精加工。在深孔加工中,孔壁的質量直接影響到整個零件的性能。周邊刀片通過其鋒利的刀刃和精確的幾何形狀,能夠對孔壁進行精細的加工,使孔壁達到較高的光潔度和尺寸精度。這種分工明確的刀片設計,使得整個深孔大孔加工過程更加高效、精準。
技術創新與市場前景
株洲湘冶切削工具有限公司在刀片研發方面的持續創新為其在市場上贏得了良好的聲譽。這些高性能刀片的出現,滿足了機械加工行業對于難加工材料深孔大孔加工的迫切需求。隨著現代制造業的不斷發展,對高性能刀具的需求將持續增加。特別是在航空航天、能源、船舶等領域,不銹鋼、鈦合金等難加工材料的應用越來越廣泛,對這些材料的深孔大孔加工質量和效率的要求也越來越高。
該公司的刀片憑借其卓越的性能,在市場上具有廣闊的應用前景。與傳統的刀具相比,它們能夠顯著提高加工效率、降低加工成本、提高加工質量。在激烈的市場競爭中,株洲湘冶切削工具有限公司將繼續堅持技術創新,不斷優化刀片的性能,以滿足客戶不斷變化的需求。同時,公司也將加強與客戶的合作,根據客戶的實際加工需求,提供更加個性化的刀具解決方案,進一步提升其在切削工具市場的競爭力。
湘冶切削刀具的深孔刀片質量具有多方面的優勢:
1. 材料優質:
- 高耐磨性基礎材料:選用硬質合金、陶瓷等高耐磨性材料作為刀片的基礎材料。這些材料硬度高,能夠有效抵抗切削過程中的磨損;耐熱性好,可在高溫環境下保持穩定的性能,適用于加工高溫合金等對刀具耐熱性要求高的材料;抗沖擊性強,在加工過程中能承受較大的沖擊力,減少刀片因沖擊而損壞的風險;耐腐蝕性佳,對于一些具有腐蝕性的加工材料,如某些不銹鋼材料,能夠有效抵御腐蝕,延長刀片的使用壽命;并且與被加工材料兼容性好,可保證加工的精度和表面質量。
2. 先進涂層技術:
- 涂層性能優異:采用巴爾查斯涂層等先進涂覆技術,涂層具有高硬度、高耐磨性、抗腐蝕等特點,能夠進一步提高刀片的表面硬度和耐磨性,減少摩擦與熱量對刀片的損傷,從而提高刀片的使用壽命。并且這種涂層具有良好的抗高溫性能,在惡劣的加工環境下也能保持穩定的性能。
- 嚴格的涂層工藝控制:在涂層過程中,嚴格把控涂層材料、厚度、均勻性、附著力及工藝等方面,確保每一片刀片的涂層質量穩定可靠,具有良好的一致性。
3. 精密設計與制造:
- 精確的角度設計:研發團隊依據不同材料的特性,精確設計刀具的前角、后角和主偏角等參數,使刀片在切削過程中能夠更加高效地切削材料,減少切削力和切削熱,提高加工效率和質量。
- 應力集中處理:在切削刃處增加微小圓角,以減小應力集中,提高刀片的強度和韌性,減少刀片在使用過程中因應力集中而出現崩刃、斷裂等問題。
- 刃口鈍化處理:對刃口進行鈍化處理,不僅可以提升刀片的耐用性與穩定性,減少初期磨損,還能提高刀片的切削精度和表面質量。
4. 良好的刀片性能:
- 強碎銷與排屑順暢:刀片花紋設計為強碎銷,能夠將切屑迅速破碎成小段,避免了長而連續的切屑對加工過程的干擾,使排屑更加順暢。良好的排屑性能可以確保加工過程中切屑及時從加工區域排出,避免切屑堆積對加工精度和刀具壽命的影響。
- 鋒利耐磨:刀片具有鋒利的刀刃,能夠在加工時減少切削力,降低加工過程中的能量消耗,提高加工效率。同時,耐磨性好,能夠在長時間的加工過程中保持刀刃的完整性,減少頻繁換刀的次數。
5. 嚴格的質量管理體系:
- 生產過程控制嚴格:擁有先進的生產設備和嚴格的質量管理體系,從原材料的采購、生產過程的控制到成品的檢驗,每一個環節都進行嚴格的質量把控,保證每一片刀片的質量。
- 全方位的技術支持和服務:始終堅持以客戶為中心的服務理念,為客戶提供優質的售前咨詢和售后服務,幫助客戶解決使用過程中遇到的問題。
綜上所述,湘冶切削刀具的刀片質量在材料、涂層、設計、性能和質量管理等方面都具有較高的水平,能夠滿足不同客戶對于切削加工的需求,在市場上具有良好的口碑和競爭力。